Для антикора пользую смесь расстопа В и смазки ПВК в пропорции 1 к 3 ( одна часть расстопа к 3 частям смазки). Все это греется в железной банке на плитке до 70 градусов и заливается\мажется на обрабатываемые поверхности. После нанесения прогреваю тех. феном и расплавленная жижа затекает во все щели и где двойной металл.
История восстановления Победы М-20 1952г. и ИЖ-49 1954г.
- Автор темы БЕГИмот
- Дата начала
- Регистрация
- 28.10.2011
- Сообщения
- 418
- Оценка реакций
- 195
- Возраст
- 42
я цену не скажу. ) каждый раз - эм.... ну я не знаю... давайте 10$... а как они это определяют.. я без понятия , меня устраивает
но я сделал начальное вливание )) т.к. там дама на заказах ))
1,45eur/kg +km около 2 евро за кг
Последнее редактирование:
Наконечник в мусор сразу отправился,сделал из бронзы чуть длиньше на 3мм!О! Да это же мой!
Рустам-как он себя ведет?
У меня замучил прилипать проволокой к наконечнику,и варит-то жжет,то брызгается.
Главное втулки не забыть сделать текстолитовые для наконечника,иначе ток пробивает на массу через наконечник при сварке.
А так регулировать по месту,скорость подачи проводки,напряжение,ну и кислота!
Последнее редактирование:
- Регистрация
- 08.02.2017
- Сообщения
- 3 652
- Оценка реакций
- 6 051
- Возраст
- 49
Сегодня занимался фигурным вырезанием и загибанием ") !!
!!
Делал справа низ средней стойки....ушло на это 7 часов. Но я её сделал....
Это срезаю остатки низа:

Срезал гниль:

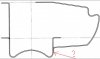
По остаткам нарисовал деталь:
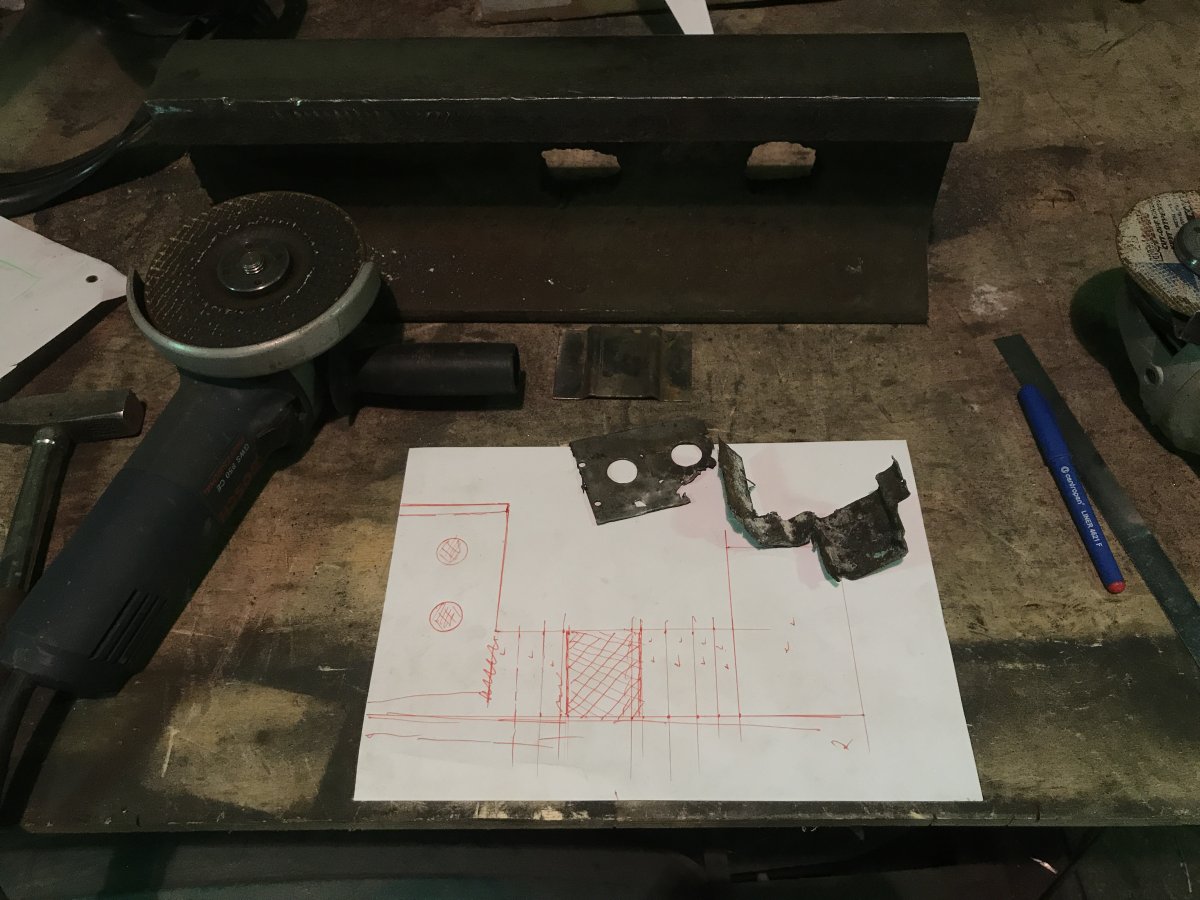
Не долго думая - вырезал и загнул, кстати, без обрезка рельсы это было бы очень трудно сделать. Удобно гнуть о её разлитые углы:

Вот и на месте:


Покрыл грунтом:


!!Делал справа низ средней стойки....ушло на это 7 часов. Но я её сделал....
Это срезаю остатки низа:
Срезал гниль:
По остаткам нарисовал деталь:
Не долго думая - вырезал и загнул, кстати, без обрезка рельсы это было бы очень трудно сделать. Удобно гнуть о её разлитые углы:
Вот и на месте:
Покрыл грунтом:
Последнее редактирование:
- Регистрация
- 27.02.2011
- Сообщения
- 3 290
- Оценка реакций
- 2 058
- Возраст
- 61
- Город
- Одесса-город герой СССР
Все замечательно,почти
Варить с торца не правильно,нет необходимой жесткости узла.
Нужен дырокол, и через отверстия в детали пробитые с его помощью приваривать деталь к плоскости,а не к торцу. Или сверлить на крайний случай.
По фото думаю понятно.
Дырокол:https://www.avito.ru/tolyatti/remont_i_stroitelstvo/dyrokol_1013872714
---------------------
Варить с торца не правильно,нет необходимой жесткости узла.
Нужен дырокол, и через отверстия в детали пробитые с его помощью приваривать деталь к плоскости,а не к торцу. Или сверлить на крайний случай.
По фото думаю понятно.
Дырокол:https://www.avito.ru/tolyatti/remont_i_stroitelstvo/dyrokol_1013872714
---------------------
Вложения
-
 1,3 МБ Просмотры: 750
1,3 МБ Просмотры: 750
- Регистрация
- 08.02.2017
- Сообщения
- 3 652
- Оценка реакций
- 6 051
- Возраст
- 49
Хорошо, исправлю брак - засверлюсь и приварю на точки!Все замечательно,почти
Варить с торца не правильно,нет необходимой жесткости узла.
Нужен дырокол, и через отверстия в детали пробитые с его помощью приваривать деталь к плоскости,а не к торцу. Или сверлить на крайний случай.
По фото думаю понятно.
Дырокол:https://www.avito.ru/tolyatti/remont_i_stroitelstvo/dyrokol_1013872714
---------------------
Думаю это лишнее, несет нагрузку скилет, он внутри и приваривается к коробу, а это просто декор накладка - чисто личное ИМХО.Хорошо, исправлю брак - засверлюсь и приварю на точки!
- Регистрация
- 08.02.2017
- Сообщения
- 3 652
- Оценка реакций
- 6 051
- Возраст
- 49
Эти прихватки я сделал когда выставлял накладку перед провариванием стековочного шва на накладке. Лучше сделаю по правильному.Думаю это лишнее, несет нагрузку скилет, он внутри и приваривается к коробу, а это просто декор накладка - чисто личное ИМХО.
Потренеруюсь перед "точечной" сваркой порога к коробу в салоне.
- Регистрация
- 08.02.2017
- Сообщения
- 3 652
- Оценка реакций
- 6 051
- Возраст
- 49
Через какое расстояние делать эти отверстия для сварки порога? 20-30 мм??....Нужен дырокол, и через отверстия в детали пробитые с его помощью приваривать деталь к плоскости,а не к торцу. Или сверлить на крайний случай...
Вложения
-
 174,7 КБ Просмотры: 673
174,7 КБ Просмотры: 673
Короба варил с перфорацией притворных полок и еще добавлял по торцу провары это несущая часть кузова, пороги вешал на провар стыка - жесткости выше крыши. Единственное что делал, так это проворот кузова по оси для удобства и качества провара (чтоб уйти от потолков).Эти прихватки я сделал когда выставлял накладку перед провариванием стековочного шва на накладке. Лучше сделаю по правильному.
Потренеруюсь перед "точечной" сваркой порога к коробу в салоне.
Тебе нужна таль, чтоб кузов опрокинуть по оси примерно на 45* (чем больше к 90* тем лучше) для проварки низа порогов.
- Регистрация
- 08.02.2017
- Сообщения
- 3 652
- Оценка реакций
- 6 051
- Возраст
- 49
Поверну на угол 60-75* с помощью 4-5 мужиков ... просто рано ещё.
Когда поверну, займусь сразу после проварки - зачисткой, крунтоваой и покраской днища.
Когда поверну, займусь сразу после проварки - зачисткой, крунтоваой и покраской днища.
А как представляешь проварку порога к коробу внизу?Поверну на угол 60-75* с помощью 4-5 мужиков ... просто рано ещё.
Когда поверну, займусь сразу после проварки - зачисткой, крунтоваой и покраской днища.
Да не менее 8мм. и обязательно с зажимом деталей т.к. при контакте проволоки о дно воронки должен пройти конкретный прогрев и наплав металла на одну, а затем на другую свариваемую деталь по орбите, и закончится выпуклой наплавкой (заклепкой).Тут можно и точками, но я бы сделал короткими "стежками" длиной 20 мм с шагом 40-50 мм.
Электрозаклепкой варю с шагом 50 мм диаметр отверстия под сварку 8 мм.
- Регистрация
- 27.02.2011
- Сообщения
- 3 290
- Оценка реакций
- 2 058
- Возраст
- 61
- Город
- Одесса-город герой СССР
=================Через какое расстояние делать эти отверстия для сварки порога? 20-30 мм??
40-50 мм в самый раз.
Никаких сплошных швов,проваров и т.п. только точки!
Кузов должен "играть" на точках при эксплуатации.
Диаметра отверстий 5 мм с головой,для качественного сваривания деталей,если нет то виноваты настройки по подаче,силе тока,качество самой проволоки или углекислоты и прочее.
Присмотрись к точкам на кузове:
=============
Вложения
-
 1,2 МБ Просмотры: 878
1,2 МБ Просмотры: 878
Последнее редактирование:

Да, все верно. Гарантией качественного провара является маленькая выпуклая "бульбочка" на обратной стороне свариваемых деталей.Да не менее 8мм. и обязательно с зажимом деталей т.к. при контакте проволоки о дно воронки должен пройти конкретный прогрев и наплав металла на одну, а затем на другую свариваемую деталь по орбите, и закончится выпуклой наплавкой (заклепкой).
- Регистрация
- 30.10.2014
- Сообщения
- 451
- Оценка реакций
- 182
- Возраст
- 44
По поводу сварки имитиующей контактной, я толь за, обеими руками. Там где она была, там ей и быть. Косаемо средних стоек, порогов и т.п. только так и варить. Остальное типа внахлёст, это вспомогательное и либо не лишнее дополнение, но не сплошной шов. На счёт подъема машины при сварке во избежание потолковых сварочных швов, скажу своё категоричное нет. На своём опыте, левую сторону делал с подъёмом а вторую лень было, ставил в зад передние родные крылья, правое в норме а левое стало со смещением по низу в 25 мм.
Пришел к этому размеру экспериментальным путем. Пробовал 5-6 мм - провара не получалось...диаметр отверстия под сварку 8 мм.
Юра ты не путай прижимную контактную сварку с электросварочной заклепкой, 5мм. мало ибо идет моментальный замлав катета без хорошего провара днища, 8 мм. это уже пройденный этап проб и ошибок. Шаг по коробам делал по 25мм. межцентрового.=================
40-50 мм в самый раз.
Никаких сплошных швов,проваров и т.п. только точки!
Кузов должен "играть" на точках при эксплуатации.
Диаметра отверстий 5 мм с головой,для качественного сваривания деталей,если нет то виноваты настройки по подаче,силе тока,качество самой проволоки или углекислоты и прочее.
Присмотрись к точкам на кузове:
=============