Возможно допуск и верхний,но масло у тебя будет качественнее. Пленка и масляный клин стабильный,может не все так плохо?!
Моя М20В 1956г.
- Автор темы Andrey1992
- Дата начала
Можно масло погуще в принципе залить, это в какой-то степени будет способствовать тому, что зазор не продавится и масляный клин все же сформируется.
Если поставите новый маслонасос то все будет хорошо.Можно масло погуще в принципе залить, это в какой-то степени будет способствовать тому, что зазор не продавится и масляный клин все же сформируется.

Замер геометрии вкладышей дает ответ. Зазор вкладыш / коленчатый вал дожен быть в пределах 0,036 - 0,079. Если по всем шейкам зазор в допуске, ничего больше мудрить не нужно.Ладно, кто что думает насчет эллипсности постели и зазора в верхнем допуске?
Нового нема, но перетряхну старый.Если поставите новый маслонасос то все будет хорошо.
Плита гранитная есть, калька то же)
Новый насос особенно польский очень хорошо поднимает давление, но можно и старый перебрать.Нового нема, но перетряхну старый.
Плита гранитная есть, калька то же)
Все это классно, но где же польский то взять? Это раньше на аллегро можно было найти, а теперь...Новый насос особенно польский очень хорошо поднимает давление, но можно и старый перебрать.
Соберу в общем из того, что есть. И так по этому мотору бюджет уже превышен.
На Авито попадаются по 5 трВсе это классно, но где же польский то взять? Это раньше на аллегро можно было найти, а теперь...
Соберу в общем из того, что есть. И так по этому мотору бюджет уже превышен.
ОФФ.
Умышленно в этой теме.
где мастера, обсуждают моторы, собранные в ноль , допуска.
Коллеги, ни у кого нет развёртки 23.8 - 23.9мм,?
или, регулируемая. в этом интервале.? И кто умеет пользоваться регулируемой .
Нужна небольшая практическая помощь, думаю, не более пол-часа и токарный станок
в Москве или области .
Умышленно в этой теме.
где мастера, обсуждают моторы, собранные в ноль , допуска.
Коллеги, ни у кого нет развёртки 23.8 - 23.9мм,?
или, регулируемая. в этом интервале.? И кто умеет пользоваться регулируемой .
Нужна небольшая практическая помощь, думаю, не более пол-часа и токарный станок
в Москве или области .
Развертки нет, токарный есть. Регулируемой пользовался -если та, что с шариком-то нормально - если та, что с отдельными ножами-забудьте. Лучше чем в 0,05 ей не попасть.
Что делать то нужно?
Что делать то нужно?
Мотор мне попался конечно ахтунг. Каждая система и узел требуют внимания и ручной доводки. Если бы не номер в документах, уехал бы он сразу в мартен без всякого сомнения. Оказалось, что толкатели клапанов то же нуждаются в ремонте. Сначала попробовал селективную сборку, благо новых и б\у имеется в количестве. Поперетыкал их в разные гнезда, добился везде более-менее "плавного опускания под собственным весом", кроме одного колодца. Туда толкатель проваливался и еще и можно было его в этом колодце пошатать.
Пришлось мерить:

Устанавливаю кольцом в ноль:
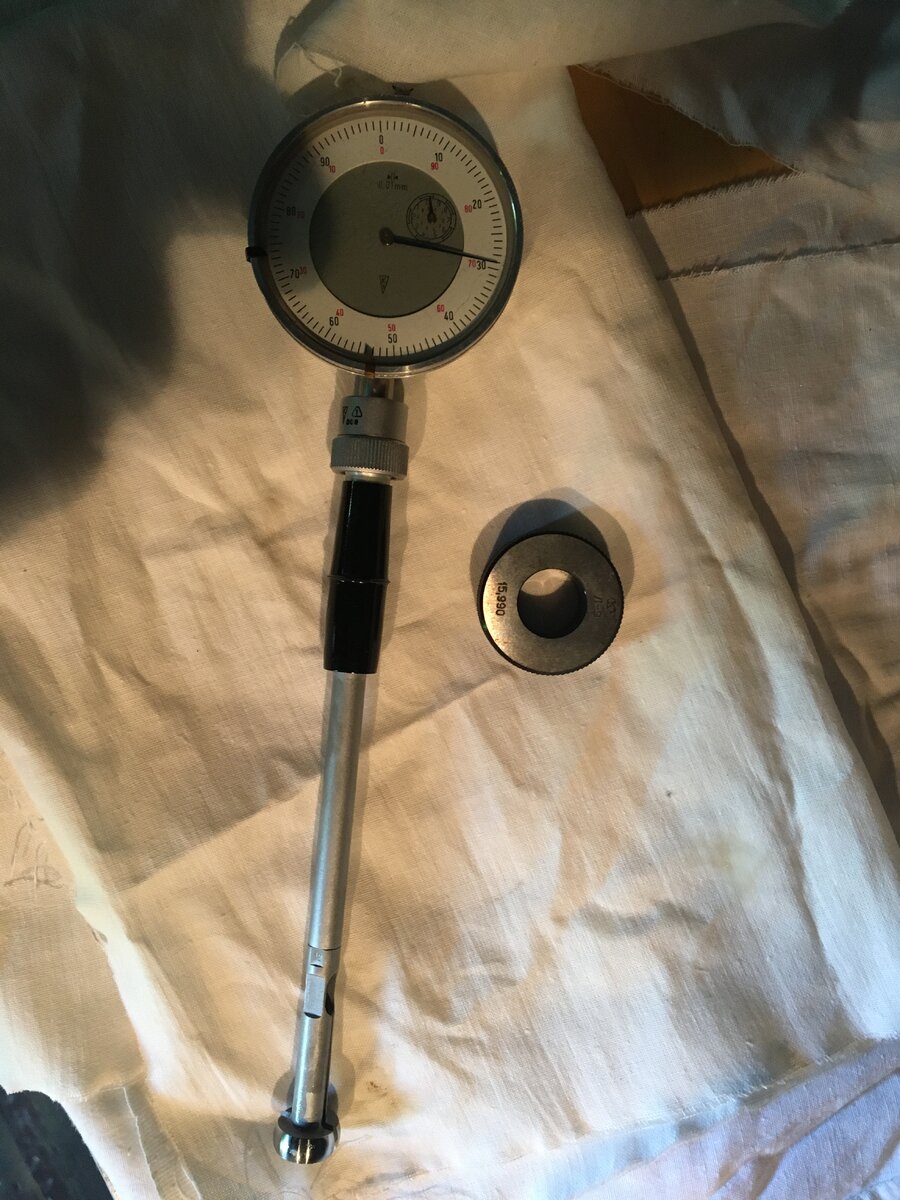
Сую в проблемное гнездо вверху и внизу в двух плоскостях перпендикулярно друг другу:
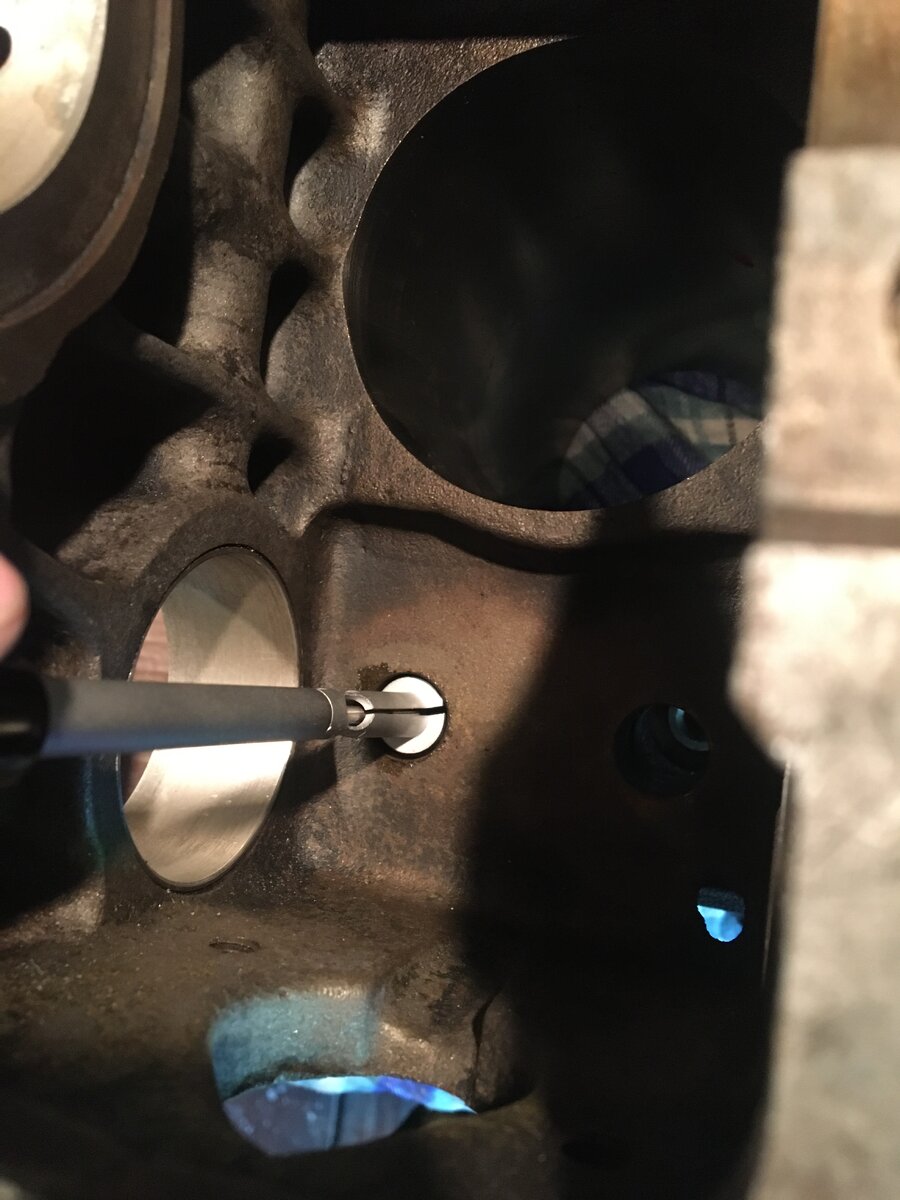
Короче намерил я там около 0,2 мм зазора и стало мне грустно-грустно.
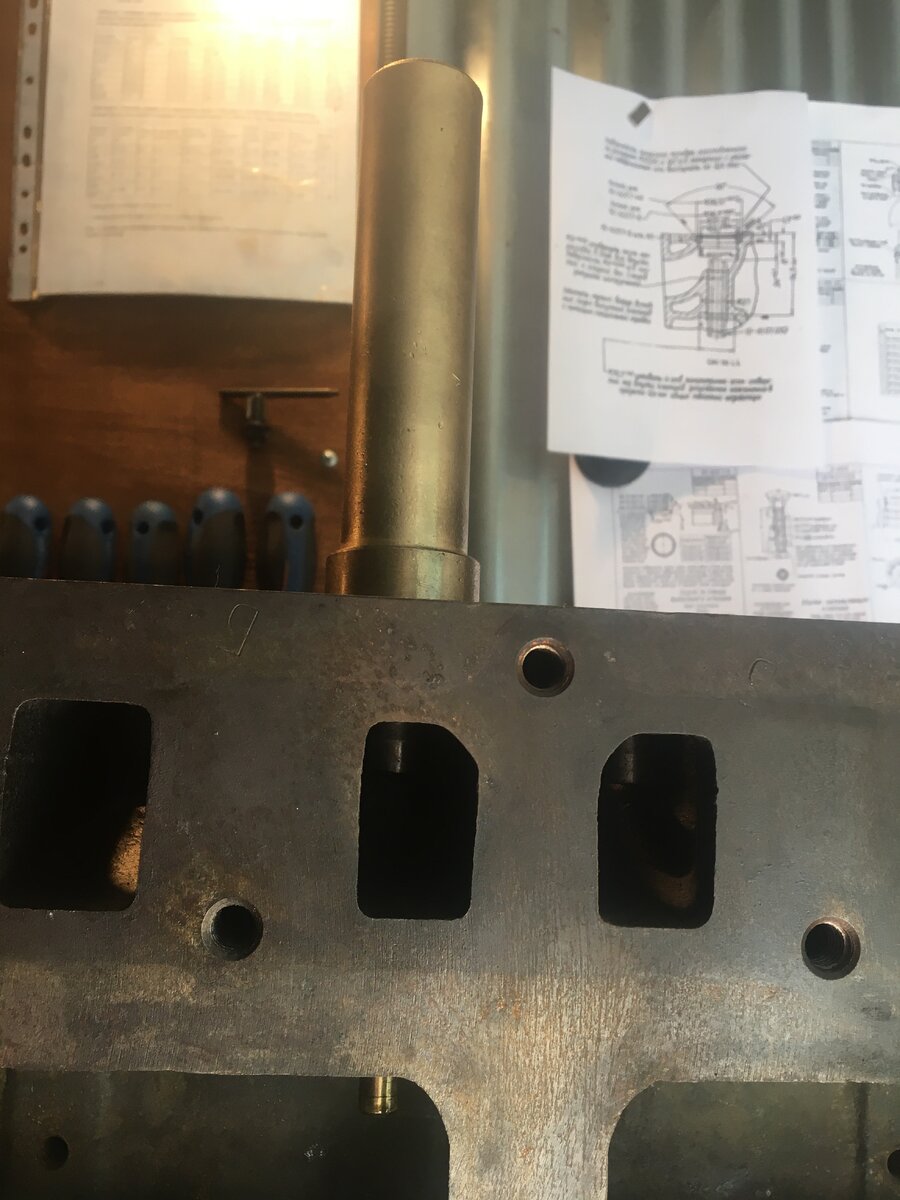
Было принято попробовать спасти ситуацию развернув дупло в ремонтный размер, благо было несколько ремонтных толкателей 16,5 мм.
Толкатели были с налетом:

Толкатель в патрон, на станину целофан, скотч-брайт в руки и погнали:

Так поприятнее:

Фишка в том, что скотч-брайт убирает ржу, а металл не трогает. Да, если каверны уже есть, они будут, но размер никуда не уйдет.
Беру микрометр, регулируемую развертки и начинаю делать из дырки отверстие, снимая по сначала по 0,1 мм, а потом и по 0,05 мм за проход.

Посадку удалось поправить. Но кто будет пытаться сделать подобное-купите разжимную развертку с шариком внутри, а не такую как у меня. Да, у моей больше диапазон, но заставить ее брать всеми ножами одновременно-тот еще квест. Регулировал ее по микрометру за несколько этапов.
Кажется толкатели я победил. Следующие на очереди клапана. Там есть один "приятный" сюрприз, это я знаю. Дай бог, чтобы он был один.
Пришлось мерить:
Устанавливаю кольцом в ноль:
Сую в проблемное гнездо вверху и внизу в двух плоскостях перпендикулярно друг другу:
Короче намерил я там около 0,2 мм зазора и стало мне грустно-грустно.
Было принято попробовать спасти ситуацию развернув дупло в ремонтный размер, благо было несколько ремонтных толкателей 16,5 мм.
Толкатели были с налетом:
Толкатель в патрон, на станину целофан, скотч-брайт в руки и погнали:
Так поприятнее:
Фишка в том, что скотч-брайт убирает ржу, а металл не трогает. Да, если каверны уже есть, они будут, но размер никуда не уйдет.
Беру микрометр, регулируемую развертки и начинаю делать из дырки отверстие, снимая по сначала по 0,1 мм, а потом и по 0,05 мм за проход.
Посадку удалось поправить. Но кто будет пытаться сделать подобное-купите разжимную развертку с шариком внутри, а не такую как у меня. Да, у моей больше диапазон, но заставить ее брать всеми ножами одновременно-тот еще квест. Регулировал ее по микрометру за несколько этапов.
Кажется толкатели я победил. Следующие на очереди клапана. Там есть один "приятный" сюрприз, это я знаю. Дай бог, чтобы он был один.
Казалось бы лимит неприятных сюрпризов исчерпан, и осталось покидать все что лежит отдельно в блок и на этом закончить, но...
Закончив с толкателями я решил подняться чуть повыше и притереть клапаны, блок стоит на верстаке.
Ведь если:
Впереди меня ждал сюрприз, а именно, что-то похожее на трещины на одном из выпускных седел:

Сначала я немного охренел. Ведь я отдавая блок в "Механику" заказал правку седел и притирку клапанов.
Потер риски пальцем. Потом послюнявил палец и потер их еще раз. Они не пропали. Потом я взял клапан и вставив его на место потер об седло на сухую. На огрехи при обработке риски были не похоже. Я и раньше читал про треснутые выпускные седла, но надеялся, что меня эта беда обойдет стороной, но по-ходу увы.
Собственно, варианта было два: Сделать вид, что я трещин не заметил, и попробовать притереть финишно клапаны, и если все будет ок, то забить на это дело болт. Ну и второй вариант-замена седла и последующая его правка.
Первый вариант без сомнения проще и быстрее, но была вероятность, что седло в один прекрасный момент радостно покинет насиженное место и отправится в увлекательный полет по цилиндру, сея разрушения и хаос. Посовещавшись с коллегами решил рискнуть заменить седло. Тем более Александр Historik выдал мне все необходимое для этого оборудование: Съемник-цангу с обратным молотком, пару новых седел, дилдотрон-оправку из латуни и набор зенковок, за что ему огромное спасибо.
Седла выпускных клапанов в двигателе М20 сделаны из чугуна и имеют три размера-номинал, номинал+0,05 и ремонт+0,25. Мне досталось одно седло +0,05 и одно 0,25. Первое было на черно уже прирезано на токарном станке.
Процесс снятия старого седла был очень увлекательным. Цанга его цепляла, но в итоге постоянно срывалась, да и обратный молоток был маловат. Достал свой. Но засада-присоединительные размеры цанги и моего молотка не совпадают. Пришлось сделать переходник с М14 на М12.

Углубил зацепы на цанге напильником и пробовал, пробовал, пробовал... Потом еще углубил зацепы...
В ходе бесплодных попыток, стали возникать всякие дурацкие идеи, где основным действующим лицом была сварка.
Но был риск попортить блок, что не хотелось. В итоге я еще раз углубил зацепы, разжал цангу двумя ключами, одев на них трубу и как следует засадил обратным молотком. Седло хрустнуло и брызнуло осколками. Хорошо в глаза ничего не прилетело...

Вот тут, если присмотреться, можно увидеть темный участок-это как раз трещина. Она не сквозная, от фаски на глубину 2-3 миллиметра.

Вот так выглядит гнездо в блоке без седла.

Измерил седла еще раз, взял +0,05мм. Приложил к блоку. «Заход» не ловит, слишком большое. Фаски на блоке нет, на седле есть, но маленькая. Начну дубасить-замну 100 %. Была идея шлифануть в токарнике нулевкой. Но тут же погасла. Я противник того, чтобы применять абразив на токарнике., тем более он у меня после капиталки и шлифовки станины.

Значит в ход идут нанотехнологии морозилка-горелка.
Одел седло на оправку и в таком виде положил в морозилку до утра.
Утром взял горелку и направив сопло прямо в выхлопной канал блока стал греть посадочное место седла. Температуру контролировал инфракрасным термометром. Блок довел до 150. Больше постремался, знаю, как лопается чугун при неравномерном нагреве и остывании. В морозилке -18. Беру тряпку иду к холодильнику, забираю оправку с седлом. Мозг услужливо подсказывает, что седло лучше было бы к оправке приклеить, чтобы не трогать его в процессе. Поздно. Бегу до гаража, горелку в сторону, оправку в направляшку. Чувствую, есть заход. Тремя не терпящих возражения ударами забиваю седло на место.

Седло в блоке.

Попробовал притереть-хрен. Надо прирезать зенкером. Но это уже совсем другая история.
To be continued…
Отдельная благодарность Александру Historik за моральную поддержку, седла и оснастку, а так же Андрею АНДРЕЙ111 за консультации.
Закончив с толкателями я решил подняться чуть повыше и притереть клапаны, блок стоит на верстаке.
Ведь если:
Впереди меня ждал сюрприз, а именно, что-то похожее на трещины на одном из выпускных седел:
Сначала я немного охренел. Ведь я отдавая блок в "Механику" заказал правку седел и притирку клапанов.
Потер риски пальцем. Потом послюнявил палец и потер их еще раз. Они не пропали. Потом я взял клапан и вставив его на место потер об седло на сухую. На огрехи при обработке риски были не похоже. Я и раньше читал про треснутые выпускные седла, но надеялся, что меня эта беда обойдет стороной, но по-ходу увы.
Собственно, варианта было два: Сделать вид, что я трещин не заметил, и попробовать притереть финишно клапаны, и если все будет ок, то забить на это дело болт. Ну и второй вариант-замена седла и последующая его правка.
Первый вариант без сомнения проще и быстрее, но была вероятность, что седло в один прекрасный момент радостно покинет насиженное место и отправится в увлекательный полет по цилиндру, сея разрушения и хаос. Посовещавшись с коллегами решил рискнуть заменить седло. Тем более Александр Historik выдал мне все необходимое для этого оборудование: Съемник-цангу с обратным молотком, пару новых седел, дилдотрон-оправку из латуни и набор зенковок, за что ему огромное спасибо.
Седла выпускных клапанов в двигателе М20 сделаны из чугуна и имеют три размера-номинал, номинал+0,05 и ремонт+0,25. Мне досталось одно седло +0,05 и одно 0,25. Первое было на черно уже прирезано на токарном станке.
Процесс снятия старого седла был очень увлекательным. Цанга его цепляла, но в итоге постоянно срывалась, да и обратный молоток был маловат. Достал свой. Но засада-присоединительные размеры цанги и моего молотка не совпадают. Пришлось сделать переходник с М14 на М12.
Углубил зацепы на цанге напильником и пробовал, пробовал, пробовал... Потом еще углубил зацепы...
В ходе бесплодных попыток, стали возникать всякие дурацкие идеи, где основным действующим лицом была сварка.
Но был риск попортить блок, что не хотелось. В итоге я еще раз углубил зацепы, разжал цангу двумя ключами, одев на них трубу и как следует засадил обратным молотком. Седло хрустнуло и брызнуло осколками. Хорошо в глаза ничего не прилетело...
Вот тут, если присмотреться, можно увидеть темный участок-это как раз трещина. Она не сквозная, от фаски на глубину 2-3 миллиметра.
Вот так выглядит гнездо в блоке без седла.
Измерил седла еще раз, взял +0,05мм. Приложил к блоку. «Заход» не ловит, слишком большое. Фаски на блоке нет, на седле есть, но маленькая. Начну дубасить-замну 100 %. Была идея шлифануть в токарнике нулевкой. Но тут же погасла. Я противник того, чтобы применять абразив на токарнике., тем более он у меня после капиталки и шлифовки станины.
Значит в ход идут нанотехнологии морозилка-горелка.
Одел седло на оправку и в таком виде положил в морозилку до утра.
Утром взял горелку и направив сопло прямо в выхлопной канал блока стал греть посадочное место седла. Температуру контролировал инфракрасным термометром. Блок довел до 150. Больше постремался, знаю, как лопается чугун при неравномерном нагреве и остывании. В морозилке -18. Беру тряпку иду к холодильнику, забираю оправку с седлом. Мозг услужливо подсказывает, что седло лучше было бы к оправке приклеить, чтобы не трогать его в процессе. Поздно. Бегу до гаража, горелку в сторону, оправку в направляшку. Чувствую, есть заход. Тремя не терпящих возражения ударами забиваю седло на место.
Седло в блоке.
Попробовал притереть-хрен. Надо прирезать зенкером. Но это уже совсем другая история.
To be continued…
Отдельная благодарность Александру Historik за моральную поддержку, седла и оснастку, а так же Андрею АНДРЕЙ111 за консультации.
Я забыл сказать тебе , когда вынимаешь седло надо тоже немного погреть вокруг седла. Единственная беда что весь жар съёмник забирает
Уфф... Я аж сам вспотел от волнения пока читал!)))Казалось бы лимит неприятных сюрпризов исчерпан, и осталось покидать все что лежит отдельно в блок и на этом закончить, но...
Закончив с толкателями я решил подняться чуть повыше и притереть клапаны, блок стоит на верстаке.
Ведь если:
Посмотреть вложение 200009
Впереди меня ждал сюрприз, а именно, что-то похожее на трещины на одном из выпускных седел:
Посмотреть вложение 200010
Сначала я немного охренел. Ведь я отдавая блок в "Механику" заказал правку седел и притирку клапанов.
Потер риски пальцем. Потом послюнявил палец и потер их еще раз. Они не пропали. Потом я взял клапан и вставив его на место потер об седло на сухую. На огрехи при обработке риски были не похоже. Я и раньше читал про треснутые выпускные седла, но надеялся, что меня эта беда обойдет стороной, но по-ходу увы.
Собственно, варианта было два: Сделать вид, что я трещин не заметил, и попробовать притереть финишно клапаны, и если все будет ок, то забить на это дело болт. Ну и второй вариант-замена седла и последующая его правка.
Первый вариант без сомнения проще и быстрее, но была вероятность, что седло в один прекрасный момент радостно покинет насиженное место и отправится в увлекательный полет по цилиндру, сея разрушения и хаос. Посовещавшись с коллегами решил рискнуть заменить седло. Тем более Александр Historik выдал мне все необходимое для этого оборудование: Съемник-цангу с обратным молотком, пару новых седел, дилдотрон-оправку из латуни и набор зенковок, за что ему огромное спасибо.
Седла выпускных клапанов в двигателе М20 сделаны из чугуна и имеют три размера-номинал, номинал+0,05 и ремонт+0,25. Мне досталось одно седло +0,05 и одно 0,25. Первое было на черно уже прирезано на токарном станке.
Процесс снятия старого седла был очень увлекательным. Цанга его цепляла, но в итоге постоянно срывалась, да и обратный молоток был маловат. Достал свой. Но засада-присоединительные размеры цанги и моего молотка не совпадают. Пришлось сделать переходник с М14 на М12.
Посмотреть вложение 200011
Углубил зацепы на цанге напильником и пробовал, пробовал, пробовал... Потом еще углубил зацепы...
В ходе бесплодных попыток, стали возникать всякие дурацкие идеи, где основным действующим лицом была сварка.
Но был риск попортить блок, что не хотелось. В итоге я еще раз углубил зацепы, разжал цангу двумя ключами, одев на них трубу и как следует засадил обратным молотком. Седло хрустнуло и брызнуло осколками. Хорошо в глаза ничего не прилетело...
Посмотреть вложение 200012
Вот тут, если присмотреться, можно увидеть темный участок-это как раз трещина. Она не сквозная, от фаски на глубину 2-3 миллиметра.
Посмотреть вложение 200013
Вот так выглядит гнездо в блоке без седла.
Посмотреть вложение 200014
Измерил седла еще раз, взял +0,05мм. Приложил к блоку. «Заход» не ловит, слишком большое. Фаски на блоке нет, на седле есть, но маленькая. Начну дубасить-замну 100 %. Была идея шлифануть в токарнике нулевкой. Но тут же погасла. Я противник того, чтобы применять абразив на токарнике., тем более он у меня после капиталки и шлифовки станины.
Посмотреть вложение 200015
Значит в ход идут нанотехнологии морозилка-горелка.
Одел седло на оправку и в таком виде положил в морозилку до утра.
Утром взял горелку и направив сопло прямо в выхлопной канал блока стал греть посадочное место седла. Температуру контролировал инфракрасным термометром. Блок довел до 150. Больше постремался, знаю, как лопается чугун при неравномерном нагреве и остывании. В морозилке -18. Беру тряпку иду к холодильнику, забираю оправку с седлом. Мозг услужливо подсказывает, что седло лучше было бы к оправке приклеить, чтобы не трогать его в процессе. Поздно. Бегу до гаража, горелку в сторону, оправку в направляшку. Чувствую, есть заход. Тремя не терпящих возражения ударами забиваю седло на место.
Посмотреть вложение 200016
Посмотреть вложение 200017
Седло в блоке.
Посмотреть вложение 200018
Попробовал притереть-хрен. Надо прирезать зенкером. Но это уже совсем другая история.
To be continued…
Отдельная благодарность Александру Historik за моральную поддержку, седла и оснастку, а так же Андрею АНДРЕЙ111 за консультации.
Сегодня я слушал Цоя и тер клапана.
Первым делом я распаковал купленный на днях набор для ремонт седел Волговского движка и прирезал свежевставленное седло.

Как ни странно, все прирезалось как положено, правда снять пришлось прилично, прежде,чем кольцо замкнулось. Зенковка хоть и победит, под конец уже начала "пищать", т.е. по сути она одноразовая. Да, ее можно заточить, но нужен заточной станок, вручную не вариант. Клапан притерся за две песни, т.е. примерно 10 минут. В общем, можно ставить себе еще одну зарубку-операция по заменене седел освоена.
Клапана я проверяю следующим макаром: засухариваю клапан на место, наливаю на тарелку шприцем керосину, а в окно блока дую продувочным пистолетом через толстый кусок губчатой резины. Клапан проходит внутреннее ОТК, когда при 6 атм на входе нету пузырей в керосине. Больше 6 атм смысла делать нет воздух отжимает пружину.
Дальше пошли прирезанные и притертые в "Механике" седла. Провозился я с ними полдня. На каждый по полчаса чистой притирки уходит. А ведь еще надо в мыльной воде все промыть и воздухом обдуть.
Притираю коловоротом с присоской:

Делаю в два этапа. Сначала пастой, потом мою клапан в мыле, а седло протираю ветошью. Потом вставляю клапан, капаю чуть керосину и еще пять минут. Получается типа чистовая притирка на остатках пасты. Интересное наблюдение-когда клапан почти готов присоска начинает срываться.
Выпуск готов:

А дальше меня ждал еще один косяк этого блока-язва на седле впускного клапана:

Тут ни седло не заменить (оно и блок единое целое), ни притереть. Попробовал поправить зенковкой:


Каверна ушла, но то-ли из-за того, что зенкер был подсевший, то-ли из-за того, что он не предназначен для работы по мягкому чугуну, поверхность получилась так себе. Попробую притереться как есть. Седло и так уже изношено, скоро клапан в картер провалится)
Советы, конструктивная критика приветствуется.
Первым делом я распаковал купленный на днях набор для ремонт седел Волговского движка и прирезал свежевставленное седло.
Как ни странно, все прирезалось как положено, правда снять пришлось прилично, прежде,чем кольцо замкнулось. Зенковка хоть и победит, под конец уже начала "пищать", т.е. по сути она одноразовая. Да, ее можно заточить, но нужен заточной станок, вручную не вариант. Клапан притерся за две песни, т.е. примерно 10 минут. В общем, можно ставить себе еще одну зарубку-операция по заменене седел освоена.
Клапана я проверяю следующим макаром: засухариваю клапан на место, наливаю на тарелку шприцем керосину, а в окно блока дую продувочным пистолетом через толстый кусок губчатой резины. Клапан проходит внутреннее ОТК, когда при 6 атм на входе нету пузырей в керосине. Больше 6 атм смысла делать нет воздух отжимает пружину.
Дальше пошли прирезанные и притертые в "Механике" седла. Провозился я с ними полдня. На каждый по полчаса чистой притирки уходит. А ведь еще надо в мыльной воде все промыть и воздухом обдуть.
Притираю коловоротом с присоской:
Делаю в два этапа. Сначала пастой, потом мою клапан в мыле, а седло протираю ветошью. Потом вставляю клапан, капаю чуть керосину и еще пять минут. Получается типа чистовая притирка на остатках пасты. Интересное наблюдение-когда клапан почти готов присоска начинает срываться.
Выпуск готов:
А дальше меня ждал еще один косяк этого блока-язва на седле впускного клапана:
Тут ни седло не заменить (оно и блок единое целое), ни притереть. Попробовал поправить зенковкой:
Каверна ушла, но то-ли из-за того, что зенкер был подсевший, то-ли из-за того, что он не предназначен для работы по мягкому чугуну, поверхность получилась так себе. Попробую притереться как есть. Седло и так уже изношено, скоро клапан в картер провалится)
Советы, конструктивная критика приветствуется.
если заморочиться, то можно наверное на расточном или фрезерном сделать посадочное место под сменяемое седло...
Можно, не спорю. Но везти лень, да и могут сделать хуже чем было. Цилиндры и то, сто второго раза получилось сделать, а тут посложнее операция.если заморочиться, то можно наверное на расточном или фрезерном сделать посадочное место под сменяемое седло...
Зенковка скорее всего просто села, или на зубе скол, зубастая поверхность видимо сильно не прижали в самом начале чем дальше крутишь тем больше дефектов, ещё возможно люфтил пилот. Притирка клапаном все исправит но не сразу. Сильно и долго не трите только клапана, фаска пропадает и клапан тонет. Наверное крутили 39 мм от Волги?